铅门可分为:平开铅门、推拉铅门、旋转铅门、塞式铅门、组合铅门,我们常用的铅门一般是,平开铅门和推拉铅门,现在简单介绍一下这两种铅门所使用的范围;(1)平开铅门,主要用于射线强度较弱且需要气密性要求的场所,一般应用在人员的进出通道,该类型场所一般屏蔽层厚度较小,通道尺寸不大且有气密性要求,开启方式可一般采用人工开启,(2)推拉铅门,主要用于射线强度相对较强且无气密性要求的场所,一般应用在人物混合进出通道外门或专门的物流通道,通道外空间较大,屏蔽层厚度相对较大,防辐射铅门主要用于阻挡射线的进出,根据门的型号可分为平开防射线医用门、推拉防射线医用门和电动防射线医用门,其中,防辐射铅门采用优良的不锈钢和优良的防辐射铅板制成的,并且为了保证门窗的合理美观,还采用了复合防护板和各种高压装饰板,不仅设计简单合理,而且开口灵活,公司生产的电动射线防护门防护质量完全达到国家防护质量标,铅门采用钢材焊接而成,防护层经过高压粘合,变形,门体表面可采用不锈钢、彩钢板等多种装饰板材,门控系统:采用先进的变频技术,配备红外线保护装置及门机联锁装置,开启方式:可采用、按钮、手动、脚踏四种方式,运行方式:可选下轨道运行或旋转平开式运行,适用对象:医用x射线、DR、CT、DSA机房和工业探伤机房等放射场所。



工业探伤铅门的厚度一般在2-10厘米之间,能够有效阻挡射线和电磁辐射,防护铅门的铅板厚度是根据辐射量来确定的,如果辐射量较大,则需要更厚的铅板才能达到相应的防护效果,不同领域的工业探伤可能会有不同的防护要求,具体防护铅门厚度应根据实际场景进行设计和选择,工业探伤门又叫防辐射铅门,选择合适的工业探伤门需要考虑以下几个方面:1防护铅当量:防护铅当量是指防护门能够阻挡的辐射量,通常以铅板的厚度来表示,根据防护需求选择合适的防护铅当量,如X射线探伤需要选择2mmPb当量以上的铅门,γ射线探伤需要选择4mmPb当量以上的铅门,2尺寸大小:根据门洞尺寸选择合适的防护门,确保门能够顺利安装和开启,3材质:防护门的材质应具有良好的防护性能和机械强度,通常采用铅板或铅钢复合板制作,4 控制方式:防护门的控制方式应根据使用场景和需求选择,如手动控制、电动控制、控制等。

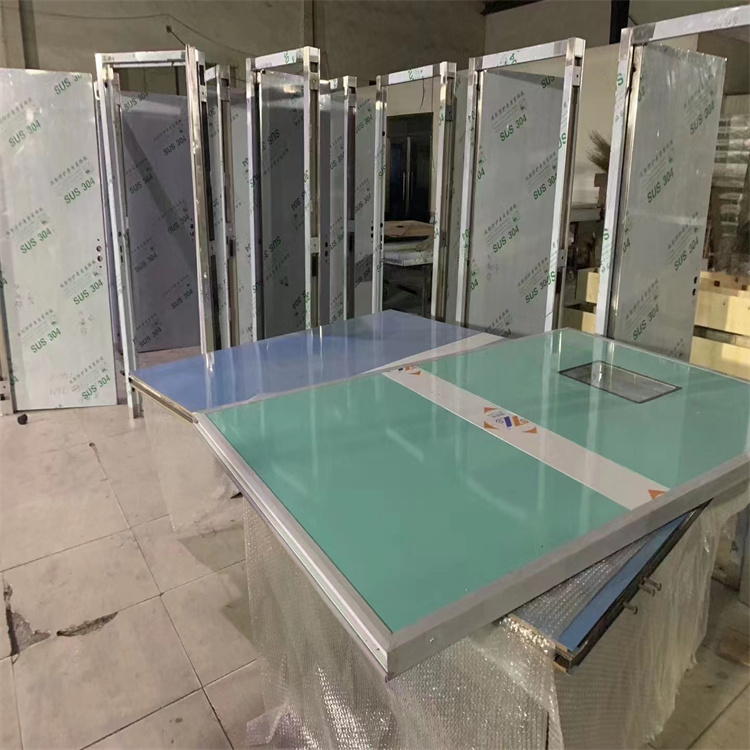
辐射铅门的相关知识1、在目前的中,到处可看到一些具有放射性的机器设备,比如CT机,咖玛刀,透视机,还有X光摄像以及电子等等,这些射线无形之中都会给人体造成一定伤害,防辐射铅门,通过名字就能理解,这是可以防辐射的门,为所有的医护人员提供一个安全的工作环境,能够避免在手术过程中受到辐射的影响,防辐射门,又分为手动门和自动门,自动门就是配备了电机,器,控制器等配件的自动门,可以通过无线器控制门的关闭和打开,2、手术室还要求防辐射的同时,又要求该门气密性,所以又衍生了气密门,在普通门的基础上,门的边缘增加安装了气密胶条,3、防辐射铅门的外观,所看到了防辐射铅门成品,门板有的是不锈钢,有的是带颜色的,带颜色的是高压静电粉末喷涂门板,静电粉末喷涂的门板,颜色多样,需求者可以根据设计喜好选择,4、目前的行业中都会注重于防辐射材质的选择,目前的必备的材质就是铅板,如若能够选择正规公司的防辐射铅板,和一般的铅板比较,会拥有着较高的密度,甚至可以达到11.34左右,这要比目前市场上的密度更高,因此就能够符合国家的标准,5、目前的防辐射铅门除了满足功能需求,还拥有先进的工艺,产品外观美观、结实,能够结合客户的需求来进行自定制,可有效保证厚度符合规定,材质完全符合国家的标准,采用先进的自动化加工设备,严格的质量保证.
为了便于讨论,先假定阀前后压差一定,即先讨论理想流量特性,然后再考虑调节阀在管路中的实际情况,即讨论工作流量特性。想流量特性理想流量特性是在阀前后压差固定的情况下得到的流量特性,它决定于阀芯的形状,因此也称之为结构特性。在理想情况下,流量仅随阀门开度变化而变化,从控制的角度看,观察调节阀的控制指标,研究流量特性,是一种常用的方法。在常用的调节阀中,有四种典型的理想流量特性,如图1[1]所示。1直线特性调节阀的相对流量与相对开度成直线关系,如图1中。
为了减少加工余量,提高材料的利用率,广泛采用精锻机、快锻水压机、高精度连轧机生产,提供高精度的钢材适应模具制造的需要。3热处理和精加工锻、轧材的热处理,应采用可控气氛或真空热处理,避免氧化脱碳,对有些塑料模具钢和热作模具钢应由冶金部门进行预硬处理。对有些要求高的热作模具材料应由冶金部门预先进行组织细化处理,消除钢中的粗大碳化物和链状分布的碳化物,得到细小、均匀分布的碳化物组织,以进一步改善钢的各种性能,特别是等向性。
为了增加咬入性,大型穿孔轧辊一般在入口锥上加工有深度为0.8~1.2mm的网状花纹。综合厂家的材质选择及使用情况,笔者认为:穿孔机轧辊选用铸造50Mn、60CrMnMo等中碳合金钢材质较合适,一是具有较好的强度及耐磨性,二是适用于轧制各种材质钢管。硬度控制在HB200-240较合理。3轧管机毛管轧制是热轧无缝钢管生产的主要变形工序,其作用是使毛管壁厚接近或达到成品管壁厚,和消除毛管在穿孔过程中产生的纵向壁厚不均,另外还可提高荒管内外表面质量,控制荒管外径和圆度。




